Diamant hat einige bemerkenswerte Eigenschaften: Beispielsweise ist sein Brechungsindex mit 2,4 sehr hoch und kann bei gleicher optischer Leistung zu dünneren optischen Komponenten für optische Systeme verarbeitet werden. Ihre Wärmeleitfähigkeit beträgt 2000 W/m*K, 1400 mal höher als die von optischem Glas.
Bisher wurden polykristalline Diamantsubstrate nur als Lichtfenster für Kohlendioxidlaser verwendet. Aufgrund von Verunreinigungen und Defekten absorbieren und streuen sie Laserstrahlung bei der Emissionswellenlänge von 1 Mikrometer und sind daher für Faserlaser nicht geeignet. Obwohl einkristalline Diamanten dieses Problem nicht haben, sind sie schwierig herzustellen. Im Laufe der Jahre hat sich das deutsche Fraunhofer-Institut für Angewandte Festkörperphysik (IAF) der Herstellung von einkristallinem Diamant verschrieben. Die im IAF entwickelte Reaktionskammer für kontinuierliche Gasphasenabscheidung (CVD) verfügt über stabile Plasmabedingungen und kann ein Substrat mit einer Dicke von mehreren Millimetern herstellen.
Es kann höchstens 60 Diamanten gleichzeitig verarbeiten. Mit einer Geschwindigkeit von bis zu 30 Mikrometern pro Stunde kann die Reaktionskammer ein optisches Element mit einer Apertur von etwa 10 Millimetern herstellen.
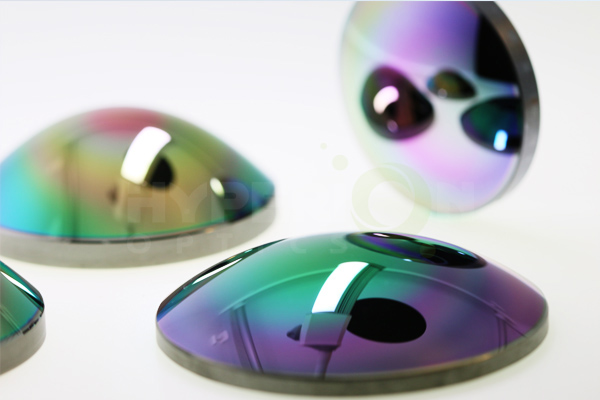
Die aus diesen synthetischen Einkristalldiamanten hergestellten Linsen haben ein niedriges Absorptionsvermögen und eine niedrige Doppelbrechung. Gegenwärtig wurden einige mit Antireflexionsfilm beschichtete Proben bereitgestellt und in Faserlaser-Schneidköpfen verwendet. "Wir haben erstmals eine komplette Laseroptik für Diamantlinsen optimiert und das Gewicht des Schneidkopfes um 90 % reduziert", sagt Martin Traub vom Fraunhofer-Institut für Lasertechnik.
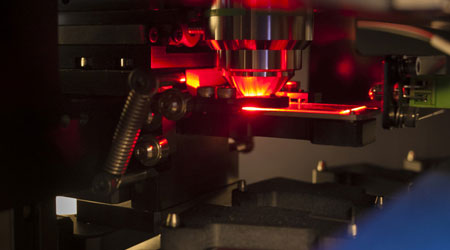
Die Linse mit einem Durchmesser von 7 mm hat den Test mit 2 kW Laserleistung ohne Probleme bestanden. Jetzt haben Partner ein Schneidtestsystem mit 1-kW-Faserlasern gebaut. Wasserkühlung und Schutzgasversorgung sind im Schneidkopf integriert. Eine Prozessüberwachung ist nicht vorgesehen. Aktuell werden erstmals Kompaktschneidköpfe getestet.
Ein neues optisches System wird die Flexibilität des Laserschneidens erheblich verbessern. Die geringe Größe ermöglicht die Bearbeitung unzugänglicher Bereiche, während das geringe Gewicht der hohen Bewegungsdynamik im 3D-Prozess zugute kommt.




 Deutsch
Deutsch  EN
EN
 cn
cn  es
es  fr
fr 


 Call us on:
Call us on:  Email us:
Email us:  Gebäude 9B-4F, Qingnian Straße 1, Liando U Valley, Yuhua International Wisdom Valley, 210039 Nanjing, China
Gebäude 9B-4F, Qingnian Straße 1, Liando U Valley, Yuhua International Wisdom Valley, 210039 Nanjing, China 
